
- otthon
- >
- termék
- >
- Palack Stack Mold
- >
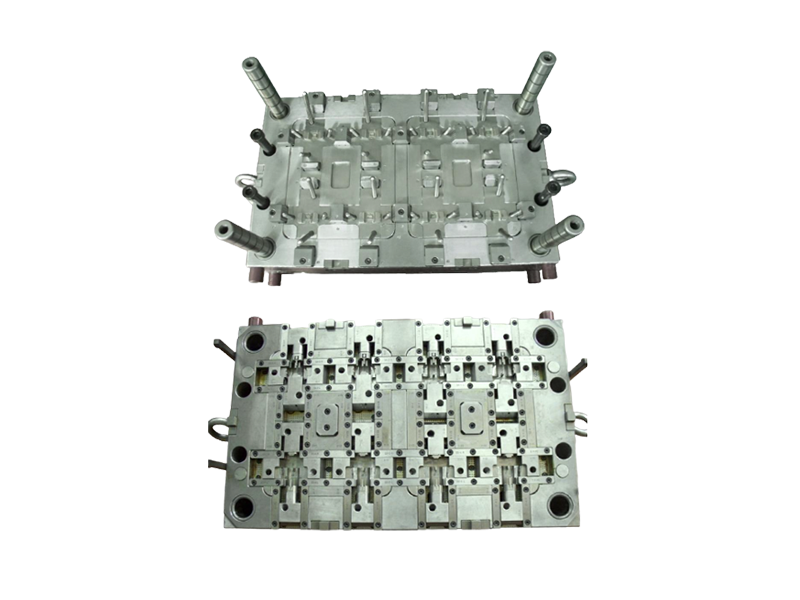
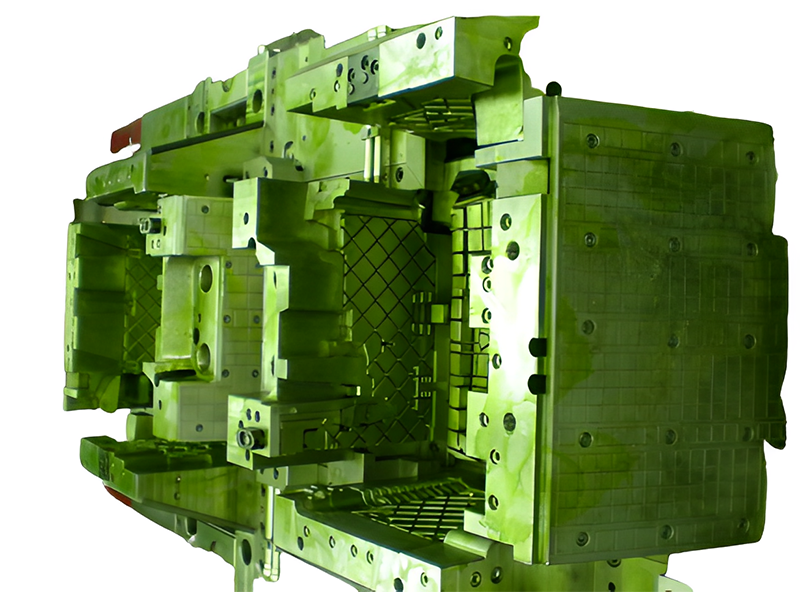
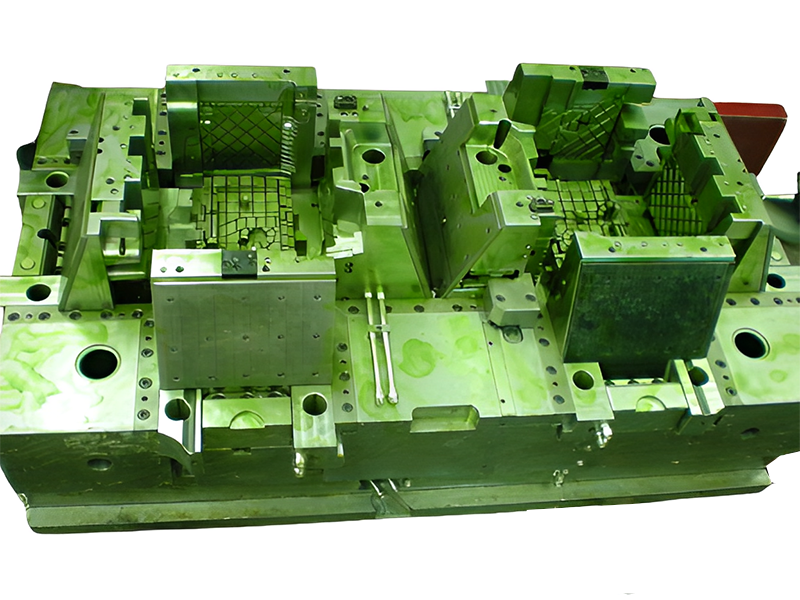

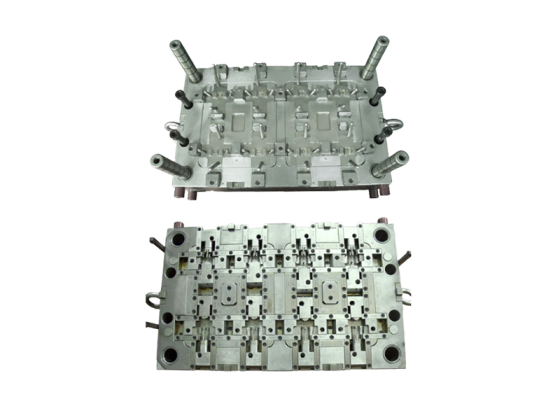
Palack Stack Mold
A palackra rakható formákat általában olyan iparágakban használják, mint az italgyártás, a kozmetikumok és a háztartási termékek, ahol nagy mennyiségű műanyag palackok gyártására van szükség. Úgy tervezték, hogy tartósak legyenek, és ellenálljanak a fröccsöntési folyamat során jelentkező magas nyomásnak és hőmérsékletnek.
- információ
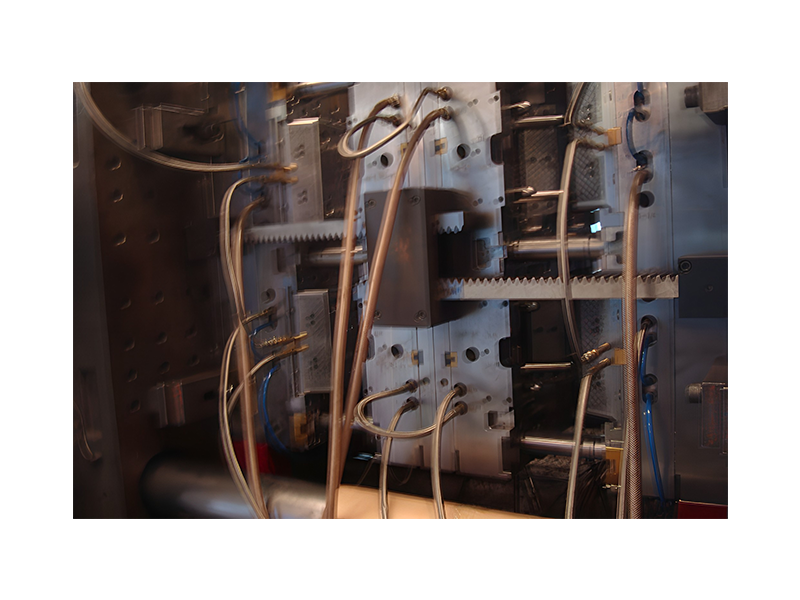
A halmozás tömeggyártásra alkalmas.
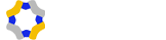
Egymásra rakható forma technológia:
Az egymásra rakott öntőforma egy élvonalbeli technológia a mai műanyag formaipar fejlődésében, és az üreg 2 vagy több szinten van elosztva, egymásra helyezett elrendezésben. Egyszerűen fogalmazva, a laminált forma egyenértékű több pár egyrétegű öntőforma egymásba helyezésével és fröccsöntő gépre történő felszerelésével a fröccsöntés gyártásához
Általában, ha a fröccsöntő gép egyrétegű műanyag fröccsöntő szerszámot használ, saját fröccsöntő térfogata és nyitólökete csak a névleges fröccsöntő gép 20-40%-át használja fel, ami nem adja meg a fröccsgép teljesítményének teljes játékát. , és a laminált fröccsöntő forma a szorítóerő növelése alapján használható. Ugyanazon 1 befecskendező gép és 1 kezelő feltétele mellett a kibocsátás megszorozható a rétegek számának megfelelően, ami nagymértékben javíthatja a termelés hatékonyságát és a berendezések kihasználtságát, valamint megtakaríthatja a termelési költségeket és a munkaerőköltségeket
Alkalmazási forgatókönyv:
Korábbi alkalmazási forgatókönyvek: A nagyszámú üreges formákat, például a napi szükségleti cikkeket, kozmetikumokat és gyógyászati termékeket fokozatosan használják az autóalkatrészek öntőformáiban.
Az egymásra rakott formák osztályozása:1) Közönséges laminált forma
Kétrétegű forma
3 rétegű forma
4 rétegű forma
10 emeletig
2) Forgassa el a laminált formát
A két oldal minden alkalommal 180 fokkal elfordul
Kétrétegű, 4 oldala, mindegyik 90 fokos elforgatású sovány vízi jármű
3 réteg 2 oldal (180 fok elforgatásonként) + 4 oldal (90 fok elforgatásonként)
Az egymásra rakott forma tervezési szempontjai:
1) A fő fúvóka nem tud kimenni a vezetőhüvelyből a forma kinyitása után, és figyelmet kell fordítani a fő fúvóka hosszának és a forma nyitási löketének ésszerű beállítására;
2) ellenőrizni kell a fröccsöntő gép maximális nyitási löketét és maximális lágyítási mennyiségét;
3) A fröccsöntő eszköz pre-forming hatékonyságának magasnak kell lennie;
4) A befecskendezési sebességet megfelelően növelni kell;
5) A forrócsatornás olvadék nyomásmentesítése; 6) Foglalkozzon az üreg elrendezése és a fő fúvóka közötti kapcsolattal.